Beryllium Copper Springs

Beryllium copper spring is a mechanical part that uses elasticity to work. Parts made of elastic beryllium copper material deform under the action of external force, and return to the original shape after removing the external force. Generally made of C17200 beryllium copper. The types of beryllium copper springs are complex and diverse. According to the shape, there are mainly spiral beryllium copper springs, spiral beryllium copper springs, beryllium copper plate springs, and beryllium copper special-shaped springs.
- According to the nature of the force, beryllium copper springs can be divided into extension springs, compression springs, torsion springs and bending springs.
- Beryllium copper springs can be divided into disc springs, ring springs, leaf springs, spiral springs, truncated cone springs and torsion bar springs according to their shapes.
- Beryllium copper springs can be divided into cold coil springs and hot coil springs according to the manufacturing process.
- Ordinary cylindrical springs are the most widely used because they are simple to manufacture and can be made into various types according to the load conditions, and their structure is simple. Generally speaking, beryllium copper springs should have high elastic limit, fatigue limit, impact toughness and good heat treatment performance.
- There are cold-rolling methods and hot-rolling methods for manufacturing beryllium copper springs. The spring wire diameter less than 8 mm generally uses the cold coil method, and the spring wire diameter greater than 8 mm uses the hot coil method.
- Some springs need to be subjected to strong pressure or shot peening after they are made to improve the load-bearing capacity of the springs.
Due to the limitation of product structure, multi-strand springs generally have the characteristics of high strength and good performance. The ultimate performance is required to be guaranteed in terms of spring strength and toughness. During the processing of multi-strand springs, it should be noted that:
- 1. According to product requirements, the supporting ring can choose two methods: cold and hot. It is not allowed to heat the spring to sparking or whitening by using heat and the method, and the temperature of silico-manganese steel should not be higher than 850℃. The support ring and the effective ring should be in effective contact, and the gap should not exceed 10% of the nominal gap between the rings.
- 2. The characteristics of the multi-strand spring can be determined by the adjustment lead, and the cable distance can be adjusted as necessary during winding. The twisting distance can be 3-14 times the steel wire diameter, but generally 8-13 times is better. The spring force is also closely related to the free height, the end ring, the outer diameter and the performance of the steel wire, and can be changed by adjusting one or several of them.
- 3. Springs without support rings and springs with too thin steel wire diameters should not be welded to the spring head, but the end cable should not be significantly loose, and should be deburred. For multi-strand springs that need to be welded to the head, the length of the welded part should be less than 3 times the cable diameter (the longest is no more than 10 mm). The heating length should be less than one circle, and it should be polished smoothly after welding, and the welding part should be locally annealed at low temperature during gas welding.
- 4. The spring surface treatment is generally phosphating treatment, but other treatments are also available. Where zinc and cadmium are to be coated, the hydrogen removal treatment should be carried out after electroplating, and 3% (not less than 3 pieces) shall be drawn after the removal of hydrogen. The spring should be cleaned of surface dirt, salt marks, and oxide scale. The method can be sand blowing or gasoline cleaning, but acid cleaning is not allowed.
- 5. The compression time of important springs is 24 hours, and that of ordinary springs is 6 hours or continuous compression 3~5 times, each time holding for 3~5 seconds. The gap between the spring and the mandrel during compression is preferably 10% of the diameter of the mandrel. If the gap is too small, it is difficult to operate, and if the gap is too large, the spring is likely to bend and deform. If one of the springs breaks during compression, the rest should be processed again
Beryllium Copper Springs Characteristics
- Elastic properties
- Formability
- Non-metal makeup
- Electrical conductivity
Military, medical and aerospace companies trust Wonder Copper for our springs.
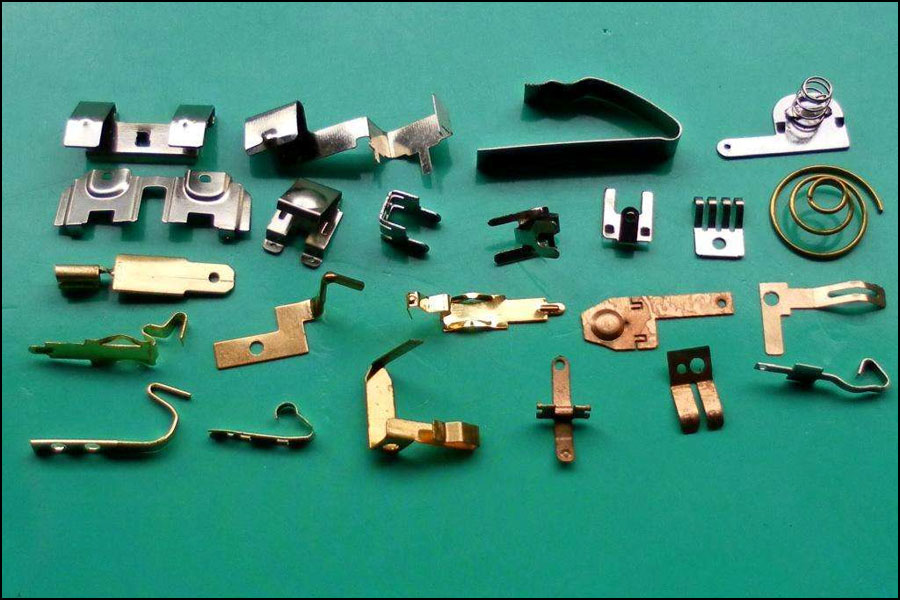
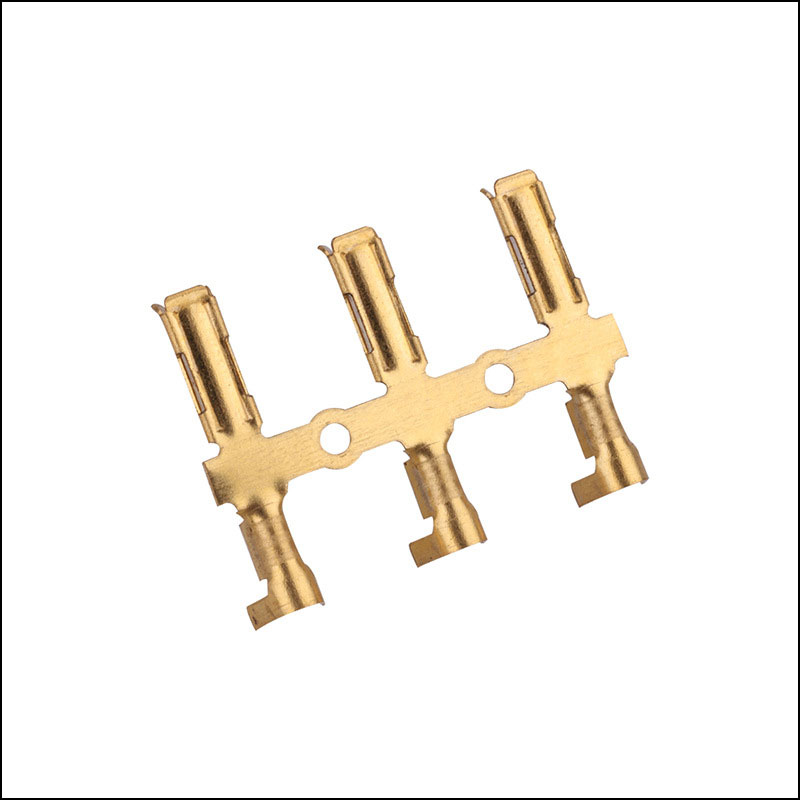
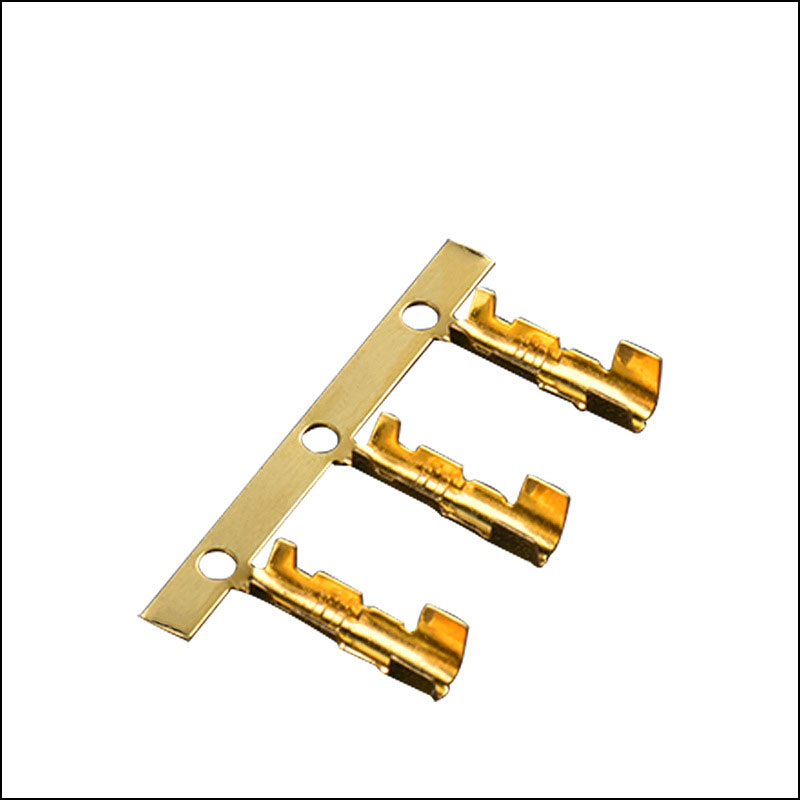
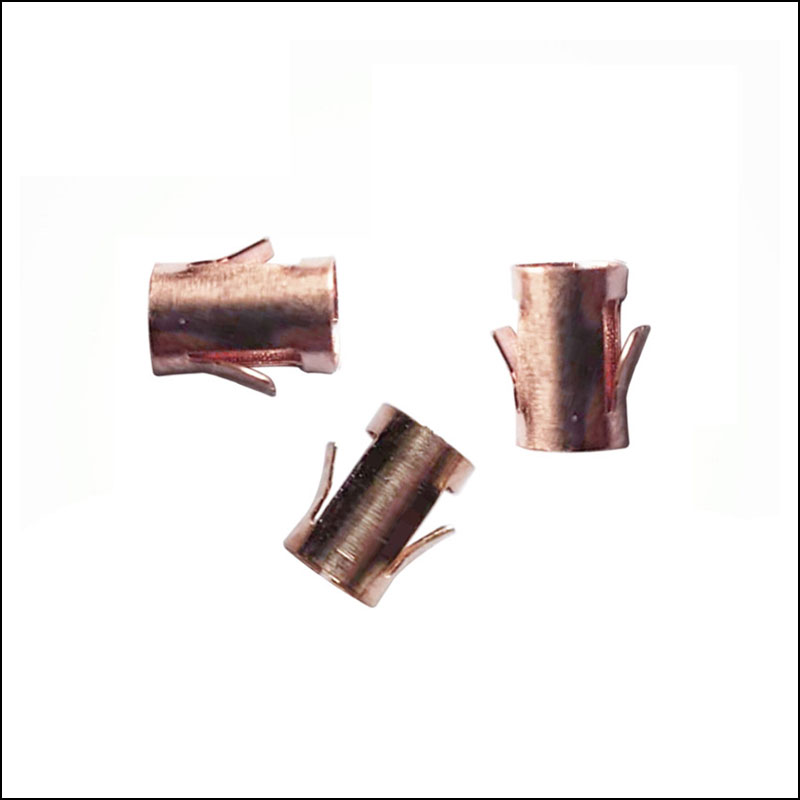
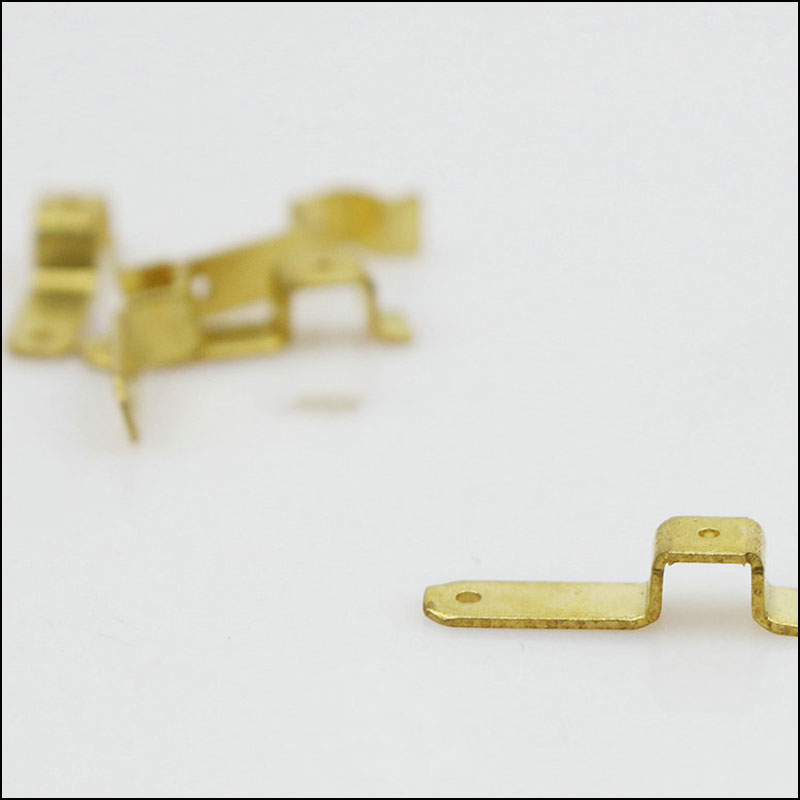
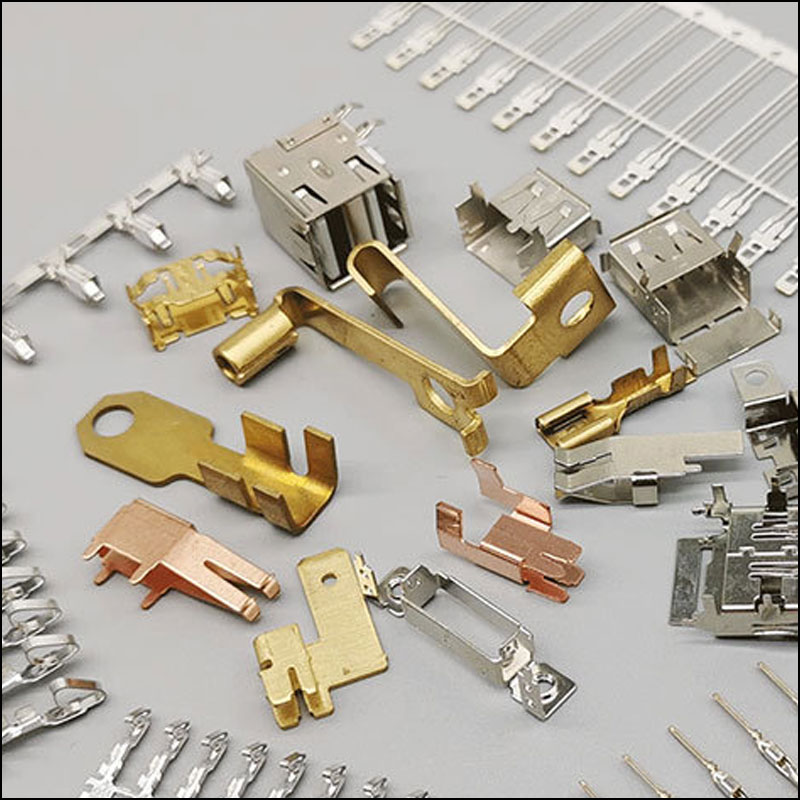
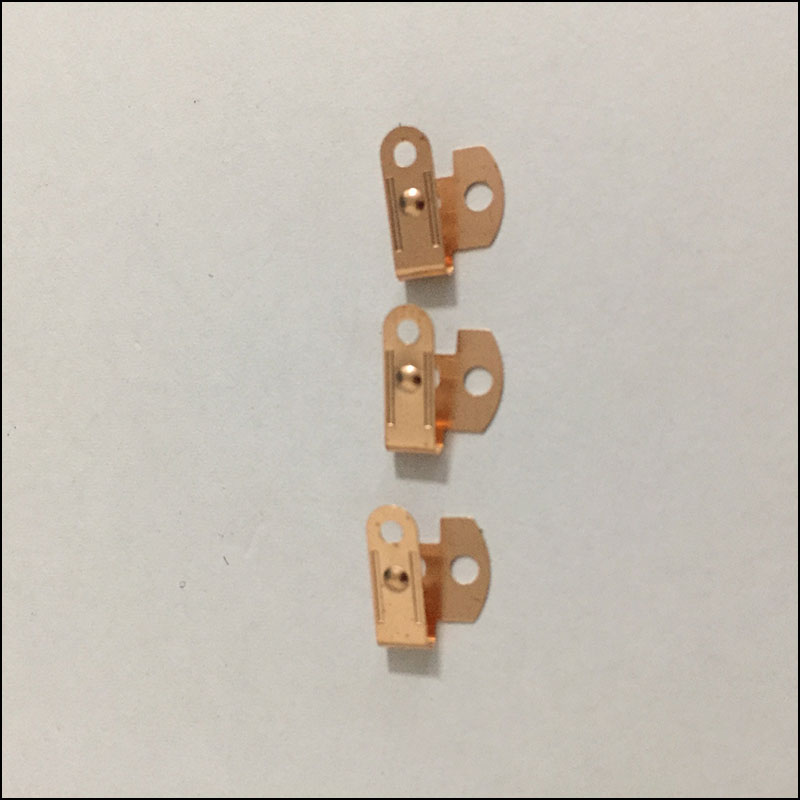
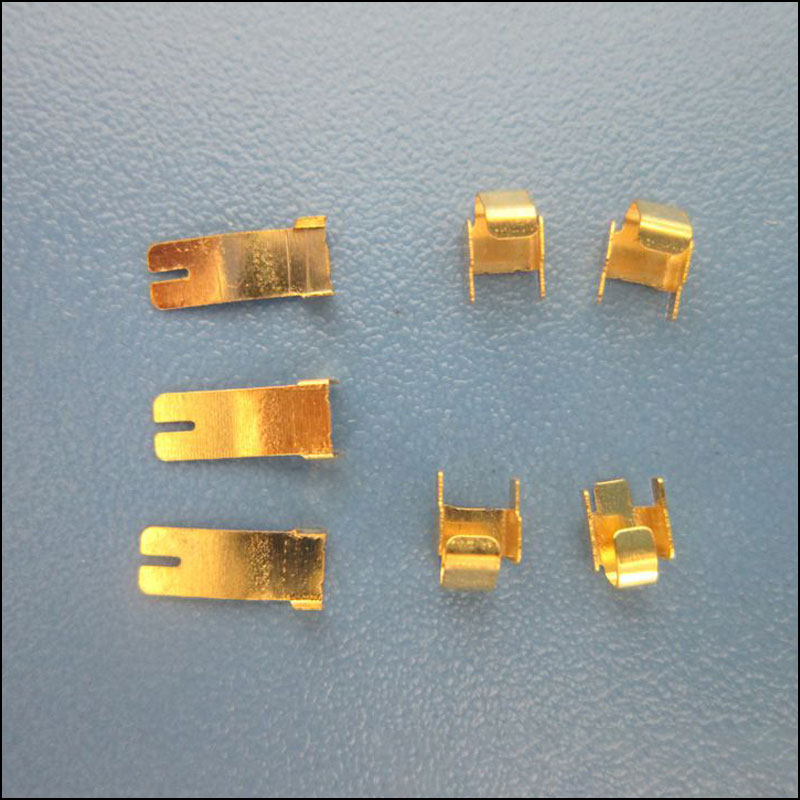
Beryllium Copper Springs Case Studies
-

- Copper Beryllium Springs (1)
-

- Copper Beryllium Springs (6)
-

- Copper Beryllium Springs (2)
-
- Copper Beryllium Springs (3)
-

- Copper Beryllium Springs (4)
-
- Copper Beryllium Springs (7)
-

- Beryllium Copper Spring (1)
-

- Beryllium Copper Spring (2)
-

- Beryllium Copper Spring (3)
-

- Beryllium Copper Spring (4)
-

- Beryllium Copper Spring (5)
-

- Beryllium Copper Spring (6)
-

- Beryllium Copper Spring (7)
-

- Beryllium Copper Spring (8)
-

- Beryllium Copper Spring (9)
-

- Beryllium Copper Spring (10)
-
- Beryllium Copper Spring (11)
-
- Copper Beryllium Springs (10)
-

- Copper Beryllium Springs (9)
-

- Copper Beryllium Springs (8)
-
- Beryllium Copper Spring (12)
-
- Beryllium Copper Spring (13)
-

- Beryllium Copper Spring (14)
-

- Beryllium Copper Spring (15)
-
- Copper Beryllium Springs (5)
Excellent Properties Of Beryllium Copper Alloy
Chemical Composition
Mechanical properties and conductivity analysis
Available status
- "A" represents the state of solution annealing (annealed, the alloy is in the softest state, easy to be stamped and formed, and needs to be cold worked or strengthened during the direct failure period);
- "H" stands for cold processing state (hard);
- "T" means that the material has been aging hardened by standard heat treatment (heat treatment means the state of aging strengthening heat treatment).