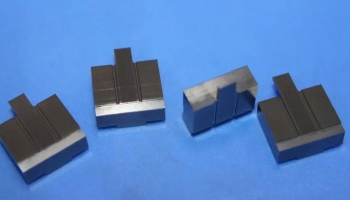
During the on-line cutting process, the beryllium copper mold is prone to deformation and cracks, resulting in scrapped parts and increasing costs.
For many years, people have not understood enough about the deformation and cracking of wire cutting, which often caused the wire cutting department and the processing supplier to shirk responsibility and conflict. In fact, there are many reasons for deformation and cracking, such as material problems, heat treatment problems, structural design problems, process arrangements, workpiece clamping and cutting line selection during wire cutting, and so on.
Related to thermal processing technology
- Parts whose initial forging temperature is too high or too low during forging of the die blank, and the final forging temperature is low
- The quenched workpiece is not tempered in time and the parts with insufficient tempering
- The final forging temperature is too high, the crystal grains grow, the cooling rate is too slow after the final forging, and there is a die blank with network carbide precipitation
- The annealing of the forging billet is not carried out in accordance with the spheroidizing annealing process, and the spheroidizing pearlite is more than grade 5.
- The quenching heating temperature is too high, the austenite grains are coarse, which reduces the strength and toughness of the material and increases the brittleness
Related to the structure of the part
- Any long and narrow concave mold and convex mold are prone to deformation, and the amount of deformation is related to the complexity of the shape, the aspect ratio, and the width ratio of the cavity to the frame. The more complex the shape, the greater the ratio of length to width and the ratio of cavity to frame width, the greater the deformation of the mold. The law of deformation is that the center of the cavity is collapsed, and the punch is usually warped
- Any quenching cavity with a complex shape and clear corners is prone to cracks at the sharp corners, and even bursting. The frequency of its appearance and the composition of the material, the thinner wall of the hot cylindrical part, if the inner wall is cut, it is easy to deform, generally from a circle to an ellipse. If it is cut into a gap, it will easily burst when it is about to be cut through.
- For cylindrical parts with thinner wall thickness, if the inner wall is cut, it is easy to deform, generally from round to oval. If it is cut into a notch, it is easy to burst when it is about to be cut through. Deeper notches cut from the outside of the part are prone to deformation. The law of deformation is mouth adduction, the amount of deformation and the depth of the notch and material properties related.